1/12/23

Saviez-vous que les bobines de polystyrène (PS) vides de vos projets d’impression 3D sont en fait des trésors cachés qui attendent d’être découverts ?
Les bobines de filament d’impression 3D sont les héros méconnus de l’écosystème de l’impression 3D, en particulier les bobines de PolyStyrène (PS). Ces bobines ne contiennent pas seulement le filament mais représentent également une mine d’or inexploitée pour le recyclage. Qu’il s’agisse de structures de support ou d’impressions ratées, il y a beaucoup de matériaux qui peuvent être transformés en filament précieux. Mais avez-vous déjà pensé aux bobines elles-mêmes ? Elles finissent souvent en déchets, et c’est à cela que nous nous attaquons. Nous avons découvert que ces bobines de PS peuvent être transformées en filament de haute qualité, ouvrant ainsi une toute nouvelle voie au recyclage.
Embarquez avec nous dans ce voyage technique pour découvrir les complexités de la transformation de bobines de PS vides en filament réutilisable et, finalement, en articles imprimés en 3D. Nous couvrirons chaque étape du processus, du déchiquetage à la fabrication de filament, en passant par le dépannage et l’impression. Préparez-vous à absorber en seulement 5 à 15 minutes ce qui nous a pris plusieurs jours d’expérimentation rigoureuse. Alors, attachez votre ceinture et plongez dans cette aventure passionnante qui consiste à donner une nouvelle vie à ce qui ne serait autrement que des déchets.
Les bobines de filament d’impression 3D sont les héros méconnus du monde de l’impression 3D. Elles sont disponibles dans différents matériaux, notamment le carton, le métal, le polypropylène et le polystyrène (PS). Chaque matériau présente ses propres avantages et inconvénients, mais pour les besoins de ce guide, nous nous concentrerons sur les bobines en PS. De manière surprenante, ces bobines omniprésentes peuvent être transformées en filament d’une qualité exceptionnelle. Embarquons donc dans un voyage pour créer une « bobine de bobines ».
Il est important de noter que tous les PS ne sont pas créés de la même manière et qu’il est essentiel de comprendre les nuances pour un recyclage réussi. Le PS solide, le matériau à partir duquel ces bobines sont fabriquées, est un polymère thermoplastique connu pour sa rigidité, son excellente isolation électrique et sa facilité de moulage par injection. Il se distingue ainsi du polystyrène, qui est un type de PS expansé. Le polystyrène est rempli d’air et a une structure semblable à celle de la mousse, ce qui le rend impropre au recyclage en raison de sa teneur élevée en air. En revanche, le PS solide présente une série de propriétés mécaniques, notamment la résistance et la durabilité, qui en font un candidat intéressant pour notre projet de recyclage. C’est sur cette forme de PS que nous nous sommes concentrés pour révéler son potentiel de seconde vie en tant que filament de haute qualité.
Parlons maintenant de l’éléphant dans la pièce : le processus de moulage par injection. Les bobines de PS sont généralement moulées par injection, un processus qui, en théorie, les rend impropres à l’extrusion. Pourquoi ? Parce que la fluidité du matériau utilisé dans le moulage par injection est différente de celle utilisée dans l’extrusion. Les produits moulés par injection sont conçus pour être plus fluides afin de pouvoir remplir rapidement et précisément des moules fins. Les produits d’extrusion, en revanche, sont plus visqueux, ce qui permet au filament de conserver sa forme et de résister à la tension de la bobine.
Sur le papier, il semble que ce type de PS ne puisse pas être utilisé pour l’extrusion. Mais nous aimons les défis ! Nous avons trouvé comment le faire, et nous sommes ravis de le partager avec vous. Ainsi, même si quelque chose semble ne pas fonctionner, il est parfois possible de trouver un moyen.
La préparation peut être divisée en sous-étapes. Aucun détail ne doit être négligé car la moindre erreur peut entraîner le blocage de l’imprimante 3D.
Dès qu’une bobine est épuisée, elle doit être immédiatement stockée dans un récipient propre et fermé. L’objectif est d’éviter toute contamination par la poussière et les particules étrangères. Les contaminants tels que les particules plastiques et non plastiques peuvent gravement compromettre le processus de recyclage. Par exemple, des polymères différents comme le PLA ou l’ABS ne fondront pas correctement et pourraient causer des problèmes. Même les bobines de différentes marques ou d’autres qualités de PS peuvent introduire une variabilité indésirable. L’objectif est simple : ne stocker qu’un type spécifique et contrôlé de bobines de PS afin de maintenir la cohérence du matériau.

Le nettoyage est une étape critique qui ne doit pas être négligée. Les autocollants, la colle et les autres impuretés doivent être complètement éliminés avant le début du processus de déchiquetage. Si vous sautez cette étape, il vous sera pratiquement impossible d’éliminer ces impuretés par la suite, en particulier les résidus de colle. Ces résidus peuvent brûler à l’intérieur du cylindre de l’appareil de fabrication de filaments, ce qui entraîne un encrassement de l’imprimante 3D. Il est essentiel d’utiliser des produits de nettoyage compatibles avec le PS. Par exemple, l’acétone est à éviter car elle dissout le PS. L’éthanol est également déconseillé. Pour de meilleurs résultats, il est préférable d’utiliser de l’eau savonneuse. Après le nettoyage, veillez à ce que les bobines soient stockées de manière à éviter toute nouvelle contamination.
Tous les broyeurs ne peuvent pas traiter des bobines de taille normale, en particulier ceux qui sont conçus pour des opérations à l’échelle du laboratoire. Il est souvent nécessaire de hacher au préalable les bobines en morceaux plus petits (environ 7 à 10 cm). Notre broyeur hybride GP20 est particulièrement efficace à cet égard, car il réduit les bobines pré-broyées d’abord en particules de 8 mm, puis en particules de 3,5 mm. Il est essentiel que toutes les particules soient uniformément plus petites que 4 mm, la taille d’entrée maximale de l’appareil de fabrication de filaments. Le GP20 Hybrid réalise à la fois le déchiquetage et la granulation en une seule étape.
Si de nombreux polymères sont hygroscopiques et absorbent l’humidité, le PS est une exception. Il est hydrophobe, ce qui signifie qu’il n’absorbe pas de quantités significatives d’humidité. Toutefois, toute eau introduite au cours du processus de nettoyage doit pouvoir s’évaporer dans un environnement « normal » avant de passer à l’étape du déchiquetage.
Après avoir suivi ces étapes détaillées, vous devriez obtenir un lot de PS rebroyé sec, propre et homogène, prêt pour les essais d’extrusion.

Lorsque vous introduisez pour la première fois un nouveau matériau comme le PS dans l’appareil de fabrication de filaments, les enjeux sont élevés. L’objectif n’est pas nécessairement d’obtenir d’emblée une qualité de filament parfaite. L’objectif initial est plutôt d’obtenir une production qui, bien qu’imparfaite, n’obstrue pas le barillet. Cela vous donne une marge de manœuvre pour affiner les réglages au fil du temps. Considérez cette phase comme une recherche exploratoire, au cours de laquelle vous recueillez des données pour affiner votre processus.
L’une des questions les plus fréquentes est de savoir comment s’assurer que le PS fond bien lors de son premier passage dans l’appareil de fabrication de filaments. Une bonne règle de base consiste à commencer par une température légèrement supérieure à celle dont vous pensez avoir besoin. Après quelques recherches rapides en ligne, nous avons constaté que la température de 210°C est généralement la plus élevée pour la plupart des qualités de PS. Il est plus sûr de commencer à chaud qu’à froid, car cela réduit le risque de colmatage et permet des ajustements ultérieurs plus faciles.
En ce qui concerne les autres réglages, il est souvent préférable de commencer par des conditions moyennes et d’ajuster à partir de là. Par exemple, une vitesse de vis de 5 tours/minute est un bon point de départ. Notre expérience nous a permis de constater qu’une plage de 3,0 à 6,0 tours/minute est généralement efficace pour produire un filament stable de 1,75 mm avec l’appareil de fabrication de filaments.
Le refroidissement du ventilateur est un autre paramètre crucial, et nous commençons généralement par le régler à 50 %. Il s’agit simplement d’un point de départ, car le refroidissement du ventilateur est le paramètre le plus rapide à ajuster. Il convient de noter que ce réglage peut être influencé par des facteurs externes tels que la température et l’humidité de la pièce, qu’il convient donc de surveiller.
Le premier test d’extrusion consiste à apprendre et à s’adapter. Vous commencez avec des paramètres qui sont sûrs et qui vous laissent une marge de manœuvre. Ensuite, au fur et à mesure que vous recueillez des données, vous pouvez affiner ces paramètres pour vous rapprocher de votre qualité de filament idéale. Il s’agit d’un processus itératif qui combine à la fois l’art et la science, et c’est une étape essentielle pour maîtriser le recyclage des bobines de PS.
Le passage d’un matériau à un autre dans la machine à fabriquer des filaments est un processus nuancé qui nécessite une connaissance approfondie des deux matériaux concernés. Cette phase est essentielle pour garantir un processus d’extrusion fluide et efficace, en particulier lorsque vous travaillez avec des matériaux complexes comme le PS. Découvrons les subtilités de cette étape cruciale.
L’un des aspects uniques de l’appareil de fabrication de filaments est que son baril n’est jamais vraiment vide, à moins que vous ne démontiez l’ensemble du système et que vous n’enleviez la vis. En effet, c’est le mécanisme d’alimentation qui génère la pression à l’intérieur du baril. Dès que la trémie n’a plus de matière, le transport de la matière en fusion s’arrête. Cela ouvre la voie à ce que nous appelons la « transition », c’est-à-dire le processus qui consiste à expulser un matériau en en introduisant un autre.
La transition n’est pas aussi simple que l’introduction d’un nouveau matériau. Les deux matériaux – celui qui se trouve déjà dans le tonneau et celui que vous introduisez – doivent avoir des fenêtres de traitement thermique qui se chevauchent. En effet, les deux matériaux fondront simultanément dans le même tonneau. Nous utilisons principalement deux matériaux de purge à cette fin : Clean MidTemp et HDPE. Ces deux matériaux sont compatibles avec le PS en raison de leur large fenêtre thermique, allant de 190 à 300°C.
En fonction de la manière dont vous avez conclu votre cycle d’extrusion précédent, votre tonneau sera probablement rempli de Clean MidTemp ou de PEHD. La bonne nouvelle est que la transition de l’un ou l’autre de ces matériaux vers le PS peut se faire sans problème à 210°C. Cependant, la transition du PEHD tend à être un peu plus facile que celle du Clean MidTemp, qui est plus résistant et demande un peu plus d’effort pour le rincer.
Le processus d’extrusion proprement dit démarre lorsque vous voyez le matériau PS sortir de la buse. C’est à ce moment-là que toute la préparation et le travail de transition portent leurs fruits et que vous pouvez commencer à vous concentrer sur l’ajustement des paramètres d’extrusion pour obtenir une qualité optimale du filament PS.

Tout comme le test d’extrusion initial, la phase de transition est également un processus itératif. Il s’agit de comprendre les nuances de la compatibilité des matériaux, des fenêtres thermiques et des températures de transition optimales. La maîtrise de cette phase est cruciale pour un processus de recyclage efficace et sans faille, en particulier lorsqu’il s’agit de matériaux tels que le PS.
La résolution des problèmes est une partie inévitable de tout processus expérimental, et l’extrusion de filaments ne fait pas exception à la règle. Lorsque vous travaillez avec un matériau aussi unique que le PS, vous rencontrez inévitablement des difficultés qui nécessitent de résoudre certains problèmes. Cette section a pour but de vous aider à relever ces défis, en vous donnant des indications sur la manière d’affiner le processus d’extrusion pour obtenir des résultats optimaux.
Une fois la phase de transition terminée, ce qui prend généralement une vingtaine de minutes, vous pouvez constater que la première production n’est pas tout à fait à la hauteur pour la mise en bobine. Bien que le flux semble stable, entièrement fondu et exempt d’impuretés et de bulles, la consistance de l’extrudat peut poser problème. Plus précisément, il peut être trop liquide lorsqu’il atteint l’extracteur et s’aplatir entre les roues. Il s’agit d’un problème courant, en particulier lorsque l’on travaille avec de nouveaux matériaux, et il est essentiel de le résoudre rapidement pour éviter d’autres complications.
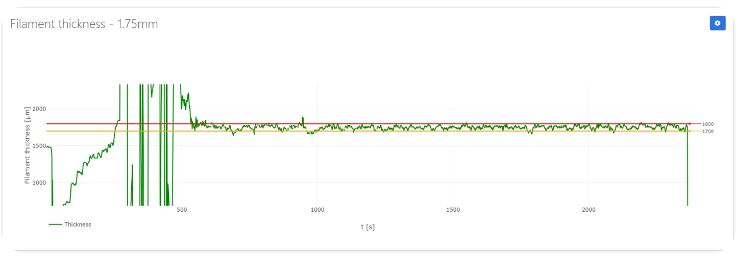
L’appareil de fabrication de filaments est équipé d’un capteur optique qui joue un rôle crucial dans le dépannage. Ce capteur mesure l’épaisseur du filament toutes les secondes et calcule une moyenne sur 20 secondes. Il compare ensuite cette moyenne au point de consigne, qui peut être de 1,75 mm, 2,85 mm ou tout autre diamètre de votre choix. Sur la base de cette comparaison, le capteur ajuste la vitesse d’étirement et répète cette boucle en continu. Ce mécanisme de retour d’information en temps réel permet des ajustements rapides et contribue à l’obtention d’un filament stable et cohérent.
L’objectif principal est ici de trouver les réglages d’extrusion optimaux à l’aide du capteur de filament. Le flux étant très stable, le défi consistait à s’assurer que l’extrudat était entièrement solidifié avant d’atteindre l’extracteur sans perturber le flux ni créer d’instabilités. Il s’agit d’un équilibre délicat qui peut nécessiter plusieurs itérations. Mais grâce aux données en temps réel du capteur de filament, vous êtes bien équipé pour effectuer ces ajustements précis.
En suivant ces étapes de dépannage et en comprenant le rôle de chaque composant de l’appareil de fabrication de filaments, vous devriez être sur la bonne voie pour obtenir un lot de rebroyé sec, propre, homogène et suffisamment fin, prêt pour les essais d’extrusion.
La mise au point de votre processus d’extrusion de filament s’apparente à celle d’un artisan qui perfectionne son art. Il ne s’agit pas seulement de faire fonctionner la machine, mais d’optimiser chaque petit détail pour obtenir un chef-d’œuvre. Dans cette partie, nous verrons comment affiner méticuleusement les réglages de votre Filament Maker pour produire un filament PS de première qualité.
La vitesse du ventilateur est un paramètre crucial pour la qualité du filament. Après plusieurs tests, nous avons constaté qu’une vitesse de ventilateur d’environ 100 % était optimale pour obtenir la meilleure qualité. Cette vitesse élevée assure un refroidissement adéquat du filament à la sortie de l’extrudeuse, ce qui contribue à son intégrité structurelle globale.
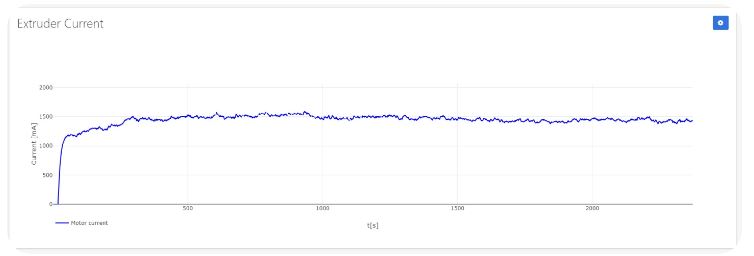
La vitesse de rotation de la vis est un autre facteur clé qui affecte le débit et la pression interne du tonneau. Nous avons constaté qu’une légère réduction de la vitesse de la vis à 4,5 tours/minute était bénéfique. Ce réglage permet à l’extrudat d’avoir plus de temps pour être refroidi par les ventilateurs, ce qui permet d’obtenir un filament plus stable et de meilleure qualité.
La température joue un rôle essentiel lorsque l’on travaille avec du PS. Il est essentiel de maintenir des températures suffisamment élevées pour éviter le colmatage, mais pas trop pour ne pas compromettre la qualité du filament. Nous avons légèrement abaissé les températures de 5°C à 10°C pour faciliter le refroidissement du filament. En outre, nous avons utilisé un profil thermique ascendant allant de 200°C à 210°C pour améliorer la stabilité du flux et permettre une augmentation progressive de la pression à l’intérieur du cylindre.
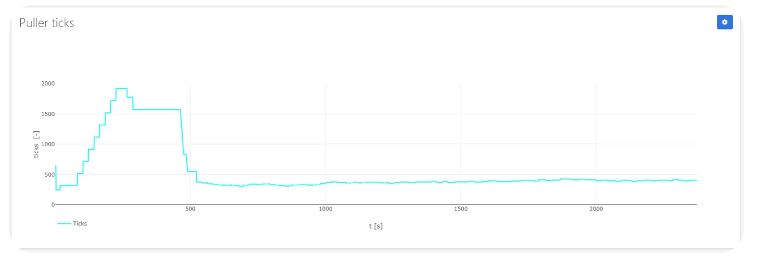
Tout au long du processus de mise au point, nous avons surveillé de près divers paramètres à l’aide de notre logiciel d’enregistrement des données. Nous avons accordé une attention particulière au courant du moteur, à la vitesse de l’extracteur et à l’épaisseur du filament afin de garantir la stabilité et de procéder à des ajustements rapides en cas de besoin.
Une fois que nous nous sommes assurés que la qualité du filament était stable pendant plus de 30 minutes, nous avons lancé le processus de bobinage. Il s’agit de suivre l’assistant de bobinage, de guider manuellement le filament à travers le trou de la bobine et d’ajuster la tension de la bobine pour obtenir un enroulement net et serré.
L’entretien de l’appareil à filament ne consiste pas seulement à le nettoyer et à le ranger, mais aussi à s’assurer qu’il fonctionne de manière optimale à chaque fois que vous l’utilisez. Dans cette section, nous vous guiderons à travers les étapes d’entretien essentielles pour maintenir votre appareil à filament en parfait état.
La purge de l’appareil à filament à la fin de chaque session d’extrusion est une étape non négociable pour deux raisons principales :
Il est conseillé d’effectuer un contrôle de qualité standard (CQ) sur votre générateur de filaments tous les mois. Il s’agit de produire une bobine de filament PLA standard en utilisant des réglages et des granulés standard. Si la machine peine à produire une bobine parfaite dans ces conditions de base, c’est le signe d’un problème plus profond, sous-jacent, qui nécessite une attention particulière.
Bien que l’appareil de fabrication de filaments soit conçu pour durer, l’usure est inévitable au fil du temps. Par exemple, la buse peut se boucher partiellement ou la roue d’extraction en caoutchouc peut présenter des signes de rainurage ou de rugosité. Heureusement, ces pièces sont facilement remplaçables, ce qui vous permet de reprendre rapidement la production de filament de haute qualité.
En respectant ces pratiques d’entretien, vous prolongez non seulement la durée de vie de votre filamenteur, mais vous assurez également une production de filament constante et de haute qualité.
L’impression 3D, tout comme l’extrusion, est un processus expérimental qui implique souvent quelques essais et erreurs. Dans cette dernière section, nous partagerons nos expériences et nos idées pour obtenir une qualité d’impression 3D optimale avec le filament que vous venez de créer.
Nous avons commencé par utiliser les paramètres d’impression PS « standard » que nous avons trouvés en ligne, à savoir une température de 230°C pour la tête d’impression et une température de 90°C pour le lit. Cependant, nous avons rencontré un problème de mauvaise adhérence du lit.
Pour résoudre le problème d’adhérence, nous avons pris les mesures suivantes :
Ces ajustements ont été suffisants pour imprimer avec succès un petit objet simple.
La qualité de l’impression 3D peut toujours être affinée et améliorée. La clé est d’être prêt à investir du temps et des efforts pour essayer différentes combinaisons de paramètres. N’ayez pas peur d’expérimenter ; chaque essai vous rapproche un peu plus de la perfection de vos paramètres d’impression 3D.
En suivant ce guide, vous serez bien équipé pour naviguer dans les complexités de l’impression 3D avec votre nouveau filament. N’oubliez pas que le voyage vers la perfection est itératif et que chaque étape franchie vous rapproche de vos objectifs en matière d’impression 3D.

Dans ce guide complet, nous avons parcouru le processus complexe de conversion des bobines de PS en filaments d’impression 3D de haute qualité. Des étapes initiales de préparation et de test d’extrusion aux détails les plus infimes de la mise au point et de l’impression 3D, cette exploration s’est révélée à la fois instructive et enrichissante.
Nous avons appris quelques leçons importantes en cours de route :
Voici quelques conseils spécifiques à garder à l’esprit :
Et quelques mises en garde :
Que faire ensuite ? Ce guide n’est qu’un début. Avec un peu d’attention aux détails et la volonté de se salir les mains, vous pouvez transformer des bobines de PS de tous les jours en filament d’impression 3D de haute qualité. C’est un processus gratifiant qui permet non seulement d’économiser de l’argent, mais aussi d’ouvrir de nouvelles possibilités pour les projets d’impression 3D. Continuez d’expérimenter, d’affiner et, surtout, d’imprimer.
 EN
EN




