6/03/19

Le processus Finecut est un complément approprié à Wire EDM. Le Finecut peut fournir des tolérances allant jusqu’à +/- 10 microns en fonction de la géométrie de la pièce et du matériau. Il est polyvalent et facile à installer. Il perce les trous de départ et coupe les contours dans la même configuration. Les vitesses de coupe peuvent être jusqu’à 5 ou 10 fois plus rapides, diminuant avec l’épaisseur du matériau.
Sa capacité à usiner pratiquement tous les matériaux en fait le complément idéal de l’atelier W-EDM.
L’image ci-dessous montre le parcours d’outil créé à partir de notre logiciel de came CAO (IGEMS).

Taux d’alimentation = 4mm / min
Temps d’exécution approximatif par pièce = 128 minutes Temps d’installation approximatif par plaque = Composant inconnu mesuré à +/- 0.030mm Épaisseur du matériau = 6 mm
Finition de surface = Ra 3.5μm Moyenne
Taux d’alimentation = entre 35mm / min et 138mm / min en fonction du lieu de découpage. Temps d’exécution approximatif par pièce = 9 minutes 33 secondes
Temps d’installation approximatif par plaque = 15-20 minutes (comprend la fixation, les trous pour les broches de guidage et l’agencement de serrage).
Composant mesuré à +/- 0.030mm Epaisseur du matériau = 6 mm
Finition de surface = Ra 2.3μm Moyenne
Diamètre de la buse = Ø 0,3 mm avec orifice de 0,12 mm, abrasif pour grenat à mailles n ° 230
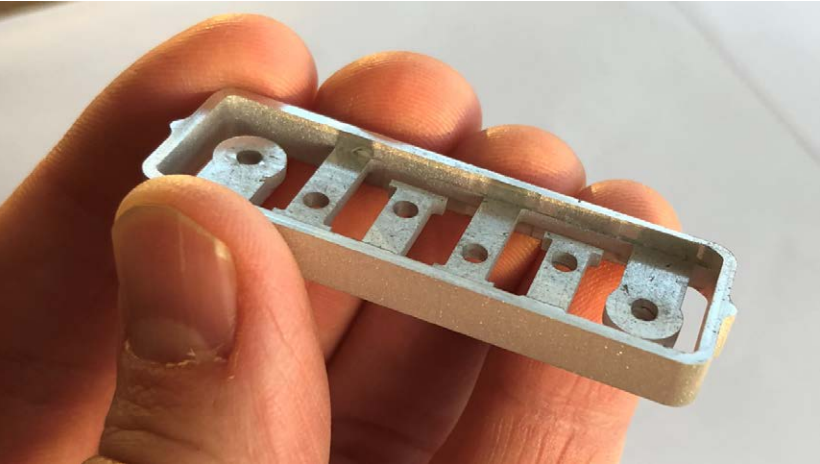
L’image ci-dessous montre le composant fini coupé par découpe au jet d’eau micro-abrasif. La plaque avait des poches usinées par fraisage conventionnel et les contours étaient ensuite coupés avec un jet d’eau micro-abrasif.
La capacité de couper des pièces non conductrices fait de la machine Finecut un bon complément à considérer pour tout atelier Wire-EDM augmentant son stock de machines-outils. Outre l’élargissement du champ des opportunités commerciales, les coûts d’exploitation modérés et la possibilité de percer et de couper des pièces précises dans la même configuration avec des vitesses de coupe plus élevées peuvent offrir des avantages économiques par rapport au W-EDM, en particulier pour les pièces minces. L’aluminium et les métaux précieux sont faciles à couper, de même que les métaux à la fine pointe de la technologie tels que le nitinol, alliages de magnésium ou de titane, sans le fardeau des couches de refonte ou des zones affectées thermiquement.
 EN
EN




