6/03/19
The Finecut process is a suitable complement to Wire EDM. The Finecut can provide tolerances down to +/-10 microns depending on the part geometry and material. It is versatile and easy to setup. It pierces start holes and cut contours in the same setup. Cutting speeds may be up to 5 or 10 times faster, decreasing with material thickness.
Its ability to machine virtually all materials make it the perfect complement to the W-EDM shop.
The below image shows the tool path created from our CAD cam software (IGEMS).

Feed Rate = 4mm/min
Approximate run time per part = 128 mins Approximate setup time per plate = Unknown Component measured to within +/- 0.030mm Material thickness = 6 mm
Surface Finish = Ra 3.5μm Average
Feed Rate = Between 35mm/min & 138mm/min depending where cutting. Approximate run time per part = 9mins 33 Seconds
Approximate setup time per plate = 15-20mins (Includes fixturing, guide pin holes & clamping arrangement).
Component measured to within +/- 0.030mm Material thickness = 6 mm
Surface Finish = Ra 2.3μm Average
Nozzle Diameter = Ø 0.3mm with Ø 0.12mm Orifice, #230 Mesh Garnet Abrasive
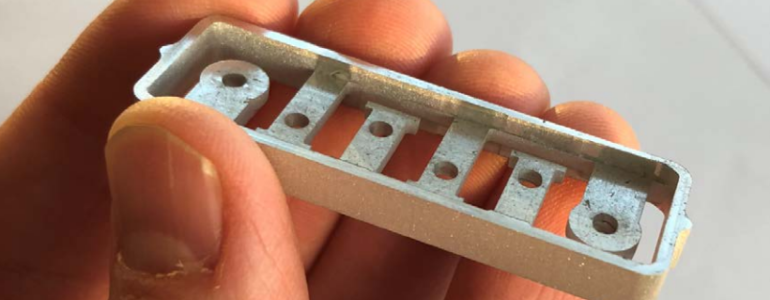
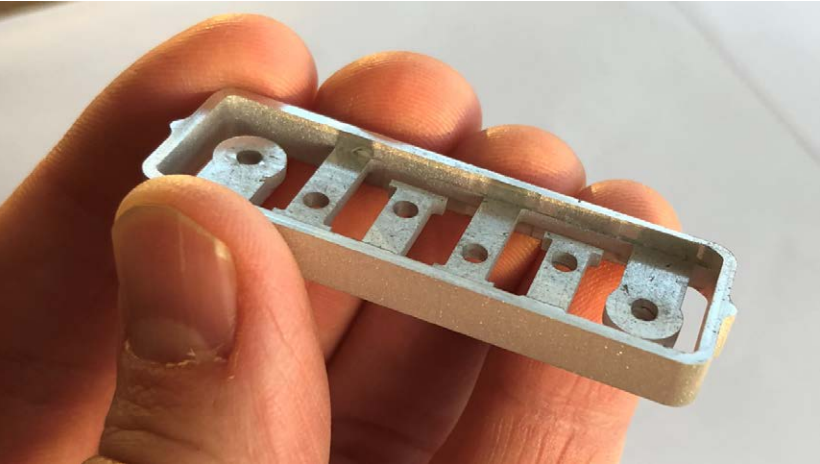
The below image shows the finished component cut by micro abrasive water jet cutting. The plate had pockets milled by conventional milling and contours were then cut with micro abrasive waterjet.
The ability to cut non-conductive parts makes the Finecut machine good complement to consider for any Wire-EDM shop expanding its machine tool inventory. Besides widening the scope of business opportunities, the moderate running costs and the ability to pierce and cut precise parts in the same setup with higher cutting speeds can offer economic benefits over the W-EDM, especially for thin parts. Aluminum and precious metals are easily cut, and so are also advanced engineered metals like Nitinol, alloys from magnesium or titanium without the hassle of recast layers or heat affected zones.
 FR
FR