3/03/22

Les méthodes de production les plus courantes pour les moules CFRP sont les méthodes soustractives, telles que le fraisage CNC. Cependant, avec les progrès de la fabrication additive, ou impression 3D, il est désormais possible de construire des moules avec une géométrie plus avancée.
Dans ce rapport, une étude de faisabilité de l’utilisation de moules et de noyaux imprimés en 3D pour le moulage CFRP a été réalisée. Le rapport passe en revue le processus menant au moulage, le moulage lui-même et le post-traitement requis pour obtenir les meilleurs résultats possibles.
Les méthodes utilisées pour préparer les moules pour le processus de moulage seront décrites à l’aide du moule d’essai PolyMide™ PA6-GF. L’ensemble du processus comprend le premier ponçage, l’application d’Epoxyprimer, le deuxième ponçage, l’ajout d’un agent de démoulage, le moulage et le démoulage.
Les moules ont d’abord été poncés avec du papier abrasif d’une rugosité de 80 à 400. Afin d’éliminer les plus grandes irrégularités sur les surfaces de moulage, une rugosité de 80 était nécessaire. Après cela, les moules ont été poncés avec du papier plus fin jusqu’à 400, pour obtenir une surface lisse. La figure 1 montre le processus de ponçage, tandis que la figure 2 montre le moule PA6-GF une fois le premier ponçage terminé.

Figure 1: Ponçage du moule d’essai PA6-GF
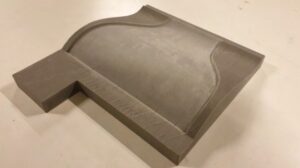
Figure 2: Moule d’essai PA6-GF après le premier tour de ponçage Ponçage du moule d’essai PA6-GF
Après le premier cycle de ponçage, l’apprêt époxy Hagmans Spraymax 2K a été utilisé afin d’éliminer les irrégularités sur les surfaces et d’ajouter une couche protectrice pour les agents de scellement et de démoulage à utiliser ultérieurement. Deux couches ont été appliquées séparées de 10 à 15 minutes. La figure 3 montre le processus de pulvérisation par deux des membres de l’équipe Revolve NTNU.

Figure 3: Processus de pulvérisation à l’aide de l’apprêt époxy Hagmans Spraymax 2K
Après avoir appliqué l’Epoxyprimer, les moules ont été laissés pendant environ 24 heures pour durcir et sécher. La figure 4 montre le résultat après que toutes les pièces ont été traitées.
Une fois les moules séchés, ils ont été poncés à l’aide de papier abrasif humide d’une rugosité de 800. Ceci afin d’obtenir la finition de surface lisse nécessaire au processus de moulage. Après cela, les moules ont été laissés une nuit pour sécher une fois de plus, avant que le moulage ne puisse commencer. Avant la pose de la fibre, des agents de scellement et de démoulage ont dû être appliqués pour empêcher la fibre de coller aux moules. L’agent de scellement utilisé est le Chemtrend Chemlease 712EZ et l’agent de démoulage est le Chemtrend Chemlease 2185. Trois couches de scellant et cinq couches de démoulant ont été appliquées pour chaque surface. La figure 5 montre le moule PA6-GF après l’application des agents de scellement et de démoulage, juste avant la pose de la fibre.

Figure 4: Tous les moules d’essai après l’application de l’Epoxyprimer

Figure 5: Moule d’essai PA6-GF après l’application d’agents de scellement et de démoulage
Une fois la dernière couche d’agent de démoulage appliquée, le moule est laissé pendant quelques heures pendant que le noyau en mousse (Rohacell IG-F 31) est séché au four pour éliminer toute humidité. La fibre de carbone (Textreme 64 g/m² avec préimprégné MTC275 à 50 %) est d’abord posée dans le moule. Ensuite, le noyau en mousse est ajouté, avant une nouvelle couche de fibre de carbone pour créer une structure sandwich. La figure 6a montre le premier pli de fibres posé dans le moule PA6-GF.
Une fois le dernier pli de fibre posé, une feuille de film anti-adhésif est posée sur la pièce moulée pour empêcher le reniflard de coller à la fibre. Ensuite, le moule est placé dans un sac sous vide qui est scellé à l’aide de ruban adhésif. Ensuite, le sac est mis sous vide et le moule mis au four pendant environ 6 heures à 110◦C. Dans la figure 6b, le moule ensaché est représenté pendant le processus de mise sous vide.
Le moule a été refroidi pendant quelques heures après avoir été durci au four. Le processus de démoulage a ensuite été effectué. Les figures 6c et 6d montrent la pièce pendant et juste après le démoulage, respectivement.
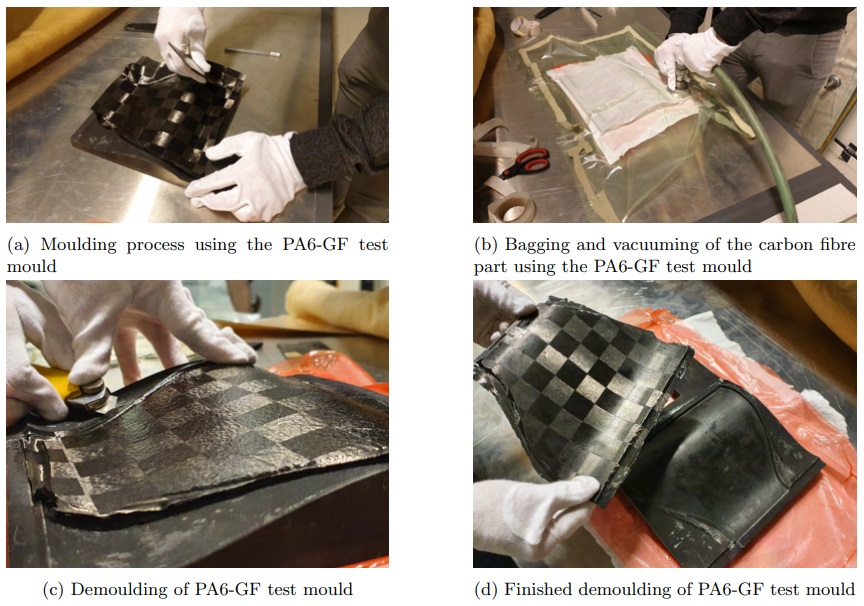
Figure 6: Production du moule d’essai PA6-GF
La figure 7 montre la pièce démoulée finie à côté du moule d’essai PA6-GF utilisé.
Le même processus que celui expliqué ci-dessus a été utilisé pour toutes les pièces de test et les pièces finales qui allaient être utilisées sur le véhicule électrique Revolve NTNU 2021. Bien que seules les étapes utilisant le moule d’essai PA6-GF soient présentées, le processus a donné des résultats suffisants pour la première partie et a donc été utilisé pour les moules d’essai restants et les pièces finales également. Les résultats pour toutes les parties sont présentés et discutés dans la section 3.

Figure 7: Pièce finie à côté du moule d’essai PA6-GF
En raison de l’incertitude sur l’espace nécessaire entre le moule et le noyau pour que les plis en fibre de carbone aient suffisamment d’espace, trois types de noyau différents ont été fabriqués avec différents niveaux de décalage par rapport à la surface extérieure du volant. Un avec un décalage de 0,5 mm, un avec un décalage de 1,0 mm et un avec un décalage de 1,5 mm.
Les noyaux ont été imprimés en deux parties pour une meilleure qualité d’impression. Ensuite, les noyaux correspondants ont été collés ensemble avec 3M Scotch-Weld DP 490 (Figure 8). Le ponçage des noyaux a été jugé inutile, dans l’espoir que la rugosité aiderait à la liaison entre la fibre et le plastique.
On craignait que les lignes de l’impression soient visibles à travers la fibre fine utilisée, mais cela ne s’est pas avéré être un problème.

Figure 8: Noyau de volant avec décalage de 0,5 mm collé ensemble
La pièce finie ainsi que le moule ouvert pour les pièces d’essai sont illustrés aux figures 9 et 10, pour les moules CoPA et PA6-GF respectivement.

Figure 9: Pièce finie à côté du moule d’essai CoPA
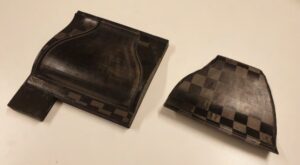
Figure 10: Pièce finie à côté du moule d’essai PA6-GF
Le moule PA6-GF imprimé dans l’orientation illustrée à la figure 7 a une meilleure surface que celui de la figure 10. L’inconvénient de cette orientation est que les bords verticaux autour de la surface de moulage ne sont pas aussi beaux. Cependant, aucun problème majeur n’a été rencontré pour ce cas lors du moulage et du démoulage, ce qui signifie que l’orientation de la figure 7 a donné le meilleur résultat global.
Lors du démoulage, il était évident que les moules en PA6-GF s’étaient tous les deux considérablement déformés. Bien qu’il ne semble pas avoir affecté la forme de la pièce réelle, le PA6-GF n’est pas adapté à ce type d’application utilisant des températures élevées.
La pièce moulée et le moule fermé à l’aide de CoPA sont illustrés à la figure 11. La pièce finie s’est avérée généralement bonne, mais un certain traitement a dû être effectué. Il semblait que le moule ne s’était pas déformé de manière notable, ce qui signifie que ce matériau devrait convenir à des applications similaires.

Figure 11: Pièce finie à côté du moule d’essai fermé CoPA
Les deux derniers moules fermés ont donné des résultats mitigés. Alors que les moules PA6-GF et CF ne semblaient pas se déformer au niveau des surfaces de moulage, certains problèmes d’application de l’agent de démoulage signifiaient que le résultat final ne s’est pas bien passé. Cela n’avait probablement rien à voir avec le matériau du moule. En ce qui concerne le moule ouvert, le matériau PA6-GF a semblé se déformer légèrement, mais comme mentionné précédemment, il n’a pas affecté la forme de la pièce. Cela signifie que le matériau PA6-CF devrait fonctionner pour les applications en moule fermé.
Le moule fermé en PC s’est complètement déformé lors de la cuisson au four à 110◦C, et il était impossible de démouler pour voir le résultat de la pièce. Cela signifie que le PC n’est pas adapté au moulage de fibre de carbone où les températures utilisées sont proches de 110 °C.
Revolve NTNU utilise principalement du MDF dans le processus de moulage des pièces en fibre de carbone. Les moules imprimés en 3D ont été beaucoup plus rapides à préparer pour le moulage que le MDF, car le MDF doit être scellé pour empêcher l’humidité de pénétrer dans les pièces pendant le processus de durcissement. Le défi pour les moules imprimés en 3D est la limitation de taille. Les pièces en MDF fraisées peuvent mesurer des milliers de millimètres de longueur et de largeur, tandis que les pièces imprimées en 3D sont limitées à quelques centaines. Cela signifie que les pièces plus grandes ne peuvent pas être moulées à l’aide de moules imprimés en 3D.
Les pièces ST Guide Wall étaient similaires aux moules d’essai ouverts décrits précédemment. La différence était qu’un intensificateur a été ajouté à une extrémité pour façonner la pièce afin de s’adapter lorsqu’elle est montée sur le véhicule. Le moule était en CoPA, qui a également été utilisé pour l’un des moules d’essai. Le résultat est illustré à la figure 12. La pièce s’est avérée bonne et a été montée sur le véhicule, comme illustré à la figure 13.
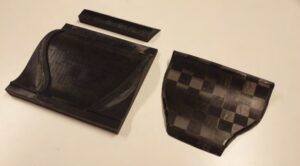
Figure 12: Pièce finie à côté du moule CoPA pour pièce sur voiture

Figure 13: Pièce finie montée sur le plateau latéral du véhicule électrique 2021
Pour le volant, le noyau et le moule ont été imprimés en 3D. Le matériau utilisé pour toutes les impressions de cette section était PolyMide™ PA6-CF et PolyMide™ PA12-CF, et deux couches de fibres sur le noyau (Figure 15c). Le volant fini a été placé dans la voiture pour vérifier qu’il s’adaptait réellement comme il se doit (Figure 14). Pour obtenir cette belle finition de surface, il a été utilisé plus de 500 papiers sablés et une couche transparente.

Figure 14: Volant fini monté avec des poignées temporaires dans le véhicule électrique 2021
Après avoir évalué les différents noyaux avec le moule, il a été décidé que le noyau avec un décalage de 1,5 mm ne convenait pas du tout, car 1,5 mm était trop élevé. Il n’y aurait eu aucune pression sur de grandes parties du PRFC, entraînant des fibres sèches. Par conséquent, il a été décidé d’essayer les noyaux avec un décalage de 1,5 mm sans moule, pour voir quel type de résultats cela donnerait. Le noyau avec un décalage de 0,5 mm correspondait à l’orge, mais il a été décidé qu’avec la fibre Textreme 64 g/m² (épaisseur de 0,064 mm), cela semblait possible.
Le noyau avec un décalage de 1,0 mm n’a pas été testé en raison de contraintes de temps. Cependant, avec une fibre plus épaisse que Textreme 64 g/m², il pourrait être possible d’utiliser celle-ci également. Cela se traduirait par une partie plus lourde mais plus solide.
Le traitement du moule du volant a été un peu plus difficile que les autres. Cela est dû à la géométrie beaucoup plus complexe, avec ses endroits étroits où il est difficile de poncer correctement. Cela entraînait des endroits où il n’était pas possible d’obtenir une surface lisse. Si le CFRP était posé avec cette surface rugueuse, on craignait qu’il ne ressorte plus jamais. La solution consistait à utiliser du ruban Téflon sur le moule, là où la rugosité était la plus mauvaise (Figure 15d).
Après avoir appliqué deux couches de Textreme 64 g/m² sur le noyau décalé de 0,5 mm (Figure 15a), celui-ci a été placé dans le moule. C’était toute une tâche car cela convenait parfaitement. Un martelé amortisseur a été utilisé pour le forcer jusqu’au fond du moule. Cependant, cela signifiait qu’il ne faisait aucun doute que la fibre avait suffisamment de pression sur les côtés.
Après le démoulage, on a pu voir qu’il y avait des taches avec de la fibre sèche. C’est probablement à cause d’un manque de pression. Cependant, la majorité avait l’air très bien. Après quelques heures de ponçage, le résultat s’est avéré suffisant.
Le volant qui a été moulé sans utiliser de moule ne s’est pas avéré aussi bon que prévu (Figure 15b). Le premier problème était le fait qu’il était partiellement fondu sur un seul côté. Cela a également entraîné la modification de la géométrie, donc cette pièce ne peut pas être utilisée. La raison peut être que les deux parties centrales différentes étaient constituées de deux matériaux ou épaisseurs différents. Par conséquent, un seul d’entre eux était assez solide pour survivre à la pression et à la température. Le deuxième problème était la finition de surface extrêmement rugueuse. Ce n’est pas nécessairement un gros problème, mais cela nécessiterait beaucoup de post-traitement pour obtenir la même finition de surface qu’avec un moule.
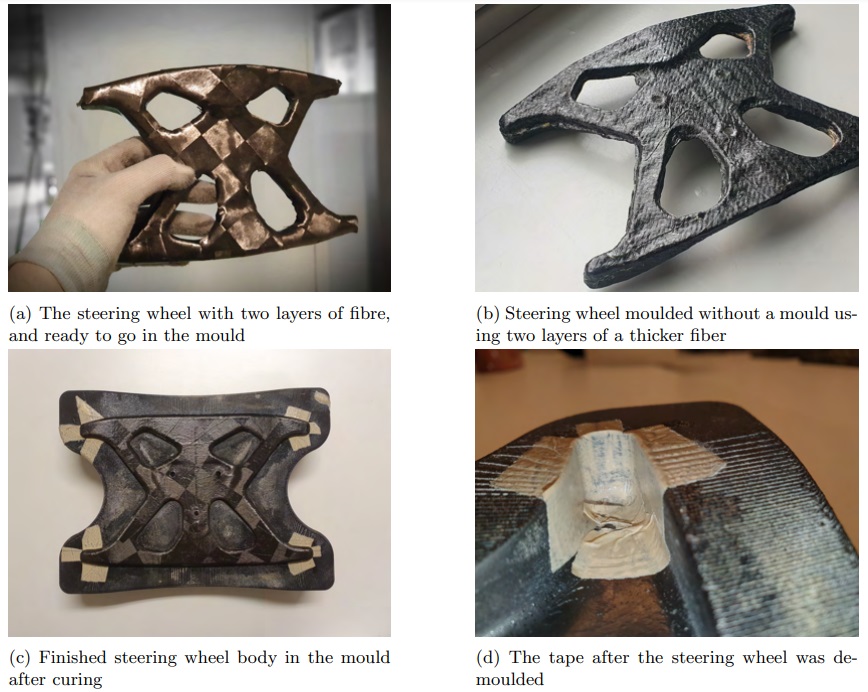
Figure 15: Processus de fabrication du volant
Pour les moules ouverts, l’orientation utilisée pour le moule PolyMide™ PA6-GF de la figure 2 a donné la meilleure finition de surface, tandis que le matériau CoPA est le plus approprié car il ne montre aucun signe de déformation.
Le moule fermé en CoPA donne de bons résultats. Alors que les moules PA6-GF et PC se déformaient, le moule PA6-CF semblait plutôt bien fonctionner, ce qui signifie qu’il devrait convenir à ce type d’applications.
Les noyaux imprimés en 3D se sont avérés être une option viable, avec le bon décalage. Bien que vous deviez toujours utiliser un moule pour obtenir les meilleurs résultats. Il est cependant important d’avoir une intégrité structurelle suffisante pour que le noyau ne s’effondre pas sous la pression et la température utilisées pendant le processus de durcissement.
Article de notre partenaire Polymaker
Auteurs
 EN
EN




