30/04/26

Les dents de godet sont des pièces d’usure critiques dont le remplacement impacte directement les coûts, les arrêts machine et la productivité en exploitation.
Soumises à des phénomènes d’abrasion, d’impact et de pression en conditions sévères, elles s’usent rapidement, en particulier au niveau de la pointe.
Leur durée de vie dépend à la fois des conditions d’utilisation (type de sol, abrasivité, intensité) et des propriétés du matériau, notamment sa dureté et sa ténacité.
Dans ces conditions, l’usure peut être rapide et nécessiter des remplacements ou interventions fréquents. Les méthodes de fabrication et de maintenance jouent donc un rôle clé dans l’optimisation des coûts et des performances.
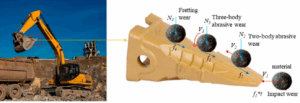
Figure 1: mécanismes d’usure sur une dent de godet
Les dents de godet sont principalement fabriquées par fonderie d’aciers alliés, suivie de traitements thermiques. Ce procédé est robuste, mais implique la fabrication de moules, des délais de production et des coûts associés.
En exploitation, ces dents subissent une usure importante. Pour prolonger leur durée de vie, des techniques de rechargement par soudure (hardfacing) sont utilisées.
Cette méthode permet de restaurer la géométrie et d’améliorer la résistance à l’usure, avec des
performances pouvant être 2 à 4 fois supérieures aux dents non traitées. Les pièces peuvent être remises en service directement après dépôt, sans post-traitement ni usinage systématique.
Ces solutions sont efficaces, mais restent limitées à la fabrication traditionnelle et à la réparation des pièces existantes.

Figure 2: Exemples de rechargement par soudure sur dents de godet
Dans la continuité des techniques de rechargement, l’approche proposée s’appuie sur un procédé de fabrication additive métallique de type DED (Directed Energy Deposition) fil, basé sur la technologie Meltio M600.
Ce procédé repose sur un principe d’ajout de matière par fusion localisée. Des sources laser créent un bain de fusion dans lequel un fil métallique est injecté et fondu de manière contrôlée. La matière est ensuite déposée couche par couche afin de construire ou de reconstruire une pièce.
Ce procédé est proche des techniques de rechargement par soudure, mais avec un contrôle plus précis du dépôt de matière. Il permet ainsi d’ajouter de la matière de manière localisée, mais aussi de fabriquer des pièces complètes en maîtrisant la géométrie et les zones fonctionnelles.
Il constitue une extension directe des méthodes actuelles, en combinant fabrication et ajout de matière au sein d’un même procédé.
![]()
![]()
![]()


![]()
Dans ce contexte, nous proposons de fabriquer directement des dents de godet à l’aide de ce procédé, afin d’évaluer leur comportement en conditions réelles d’utilisation.
L’approche consiste à produire une dent complète en acier standard par fabrication additive, avec pour objectif d’obtenir une pièce fonctionnelle directement après fabrication, sans opérations complexes de post-traitement.
Cette démarche permettrait de simplifier le processus de fabrication, en s’affranchissant notamment de la réalisation de moules et des délais associés.
Dans un second temps, des optimisations pourront être envisagées par ajout localisé de matière sur les zones les plus sollicitées, afin d’améliorer la résistance à l’usure et les performances globales de la pièce.
Cette approche permet de simplifier la fabrication des dents de godet, en supprimant certaines étapes comme la réalisation de moules et en réduisant les délais associés. Elle offre également une production plus flexible, notamment à la demande.
Elle permet d’adapter la matière aux zones les plus sollicitées, afin d’améliorer la durée de vie des
pièces. Enfin, elle ouvre la possibilité de réparer des pièces existantes, dans une logique de réduction des coûts de maintenance.
Dans le cadre de cette approche, deux modes de mise en œuvre peuvent être envisagés.
Une première option consiste à réaliser la fabrication ou la réparation des pièces sous forme de
prestation de service chez Multistation (Saint-Malo), à l’aide d’une machine M600. Les pièces usagées peuvent être réceptionnées, puis réparées ou utilisées comme base de modélisation lorsqu’aucun fichier CAO n’est disponible.
Une seconde option consiste à intégrer la machine M600 dans un conteneur, pouvant être déployé à proximité des zones d’exploitation. Cette solution permet de mettre en place un centre de maintenance mobile, afin de réaliser les opérations directement sur site.
 EN
EN




