16/09/21
At the microstructural scale, the polymers used in FDM are made up of a set of chains of atoms intertwined with each other. As the polymers in the molten state cool, some of these chains can organize with each other. The organized part constitutes the crystalline phase of the polymer while the disorganized part constitutes the amorphous phase. PEEK is a crystalline phase polymer (not all polymers). The proportion of this crystalline phase (the degree of crystallinity in%) depends on the thermal history of the polymer, that is to say on the temperatures involved during its forming into a filament. PEEK filaments therefore have a defined degree of crystallinity before printing (generally around 30%). When the filament is melted and then extruded, the change from molten state to solid state will again change the crystallinity level of PEEK. This rate will then depend on the temperatures applied during printing.
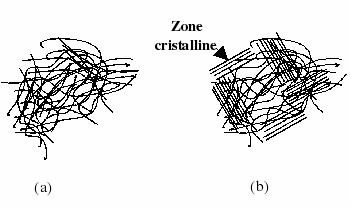
Figure 1 : Chains of totally amorphous polymer (a) and presenting crystalline phases (b)
Source : http://docnum.univ-lorraine.fr/public/SCD_T_2011_0023_BLAISE.pdf


Figure 2 : PEEK printing with the IEMAI Magic HT Max
PEEK is one of the most difficult polymers to print by extrusion. High temperature conditions must be met for the extrusion (> 400 ° C) but also for the plate and the manufacturing chamber (> 110 ° C). The higher these temperatures, the easier it will be to control the crystallinity of PEEK and to have a high degree of crystallinity. The latter plays an important role in the print quality. A PEEK with a high degree of crystallinity will be more prone to the effects of “warping”, high temperatures allow these effects to be attenuated.
A final part with a PEEK with a low crystallinity rate is therefore easier to print but has poorer mechanical properties (lower breaking stresses). It is possible to perform annealing in furnaces after printing to modify the crystallinity.
The presence of continuous fiber within a PEEK part limits the warping effects that can be found when the chamber and tray temperatures are not very high.

![]()
 FR
FR